鍛壓機(jī)械手的運(yùn)行軌跡是怎樣的?
發(fā)布日期:
2020-12-29
瀏覽人氣:
0
鍛壓機(jī)械手可代替人的繁重勞動(dòng)以實(shí)現(xiàn)軸承沖鍛造自動(dòng)化,在鍛造的領(lǐng)域因環(huán)境惡劣,高溫,在天氣熱的夏天即使高工資也無(wú)人干的場(chǎng)面,因此深受廣大軸承鍛造的企業(yè)主歡迎,而軸承鍛造機(jī)械手因自主開(kāi)發(fā)按客戶需求定制攻克難題,在結(jié)構(gòu)優(yōu)化了速度比同行提高20%,更得到客戶認(rèn)同,品質(zhì)贏得成功。
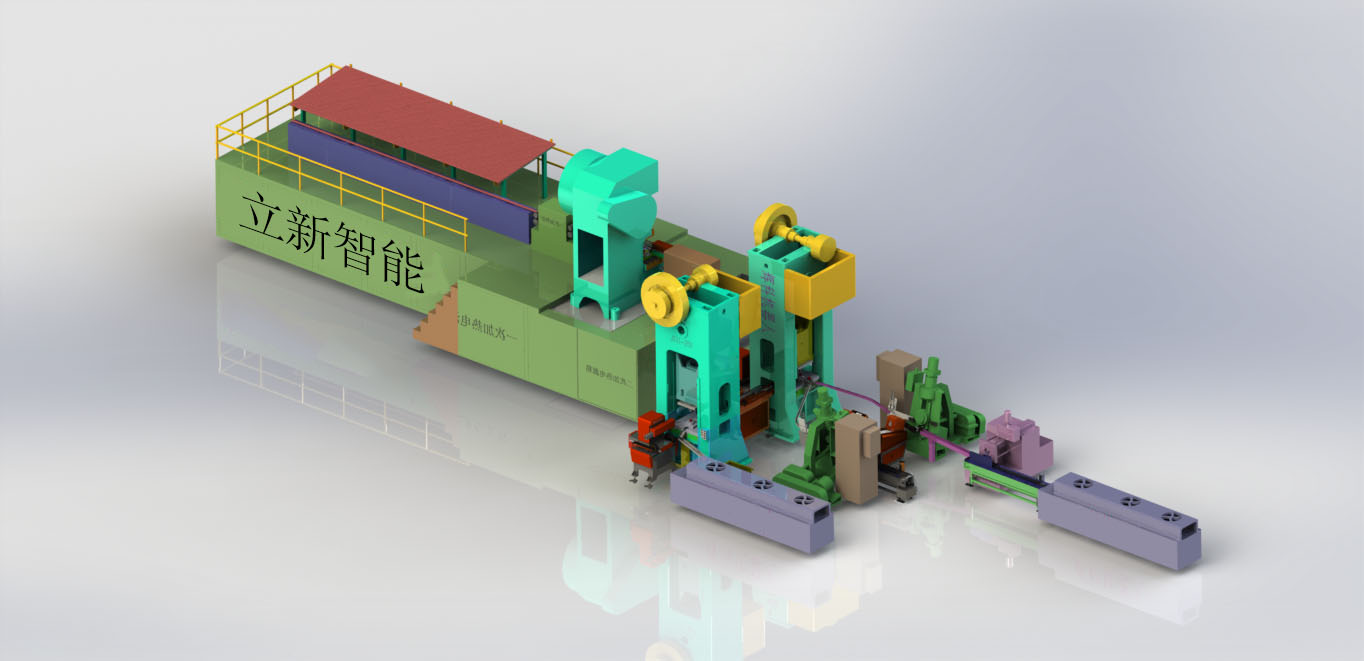
工作流程如下:軸承自動(dòng)沖壓機(jī)械手,
從原點(diǎn)開(kāi)始,按下啟動(dòng)鍵,則氣缸缸開(kāi)始前伸前伸到位后,停止前伸,加熱棒料到位;——→同時(shí)手爪電磁閥也通電,鍛壓機(jī)器人下降,同時(shí)張開(kāi)手爪,下降到位后,下降停止,同時(shí)手爪夾緊,抓住工件;——→機(jī)械手開(kāi)始上升,上升到位后,上升停止;——→PLC開(kāi)始輸出高速脈沖,驅(qū)動(dòng)鍛壓機(jī)器人逆時(shí)針轉(zhuǎn)動(dòng),當(dāng)轉(zhuǎn)過(guò)60度到位后,PLC停止輸出脈沖,鍛壓機(jī)械手停止轉(zhuǎn)動(dòng);——→鍛壓機(jī)械手下降,下降到位后,下降停止,機(jī)械手到達(dá)模具中心高度;——→鍛壓機(jī)械手開(kāi)始水平定位后伸縮,將工件裝入模具中心位置;—→機(jī)械手抓住給沖床信號(hào)沖床沖壓一次;——→沖床到上位到位信號(hào)給鍛壓機(jī)械手,鍛壓機(jī)械手拿起棒料放入下一個(gè)模具——→機(jī)械手抓住給沖床信號(hào)沖床沖壓第二次——→后道鍛壓機(jī)械手拿出鍛壓好軸承毛胚放到料框——→重復(fù)以上動(dòng)作。
人工由于長(zhǎng)時(shí)間同一個(gè)動(dòng)作容易疲勞操作,從而造成許多不安全因素。而采用鍛壓機(jī)械手可以連續(xù)工作,有異常及時(shí)報(bào)警停機(jī),防止模具損壞。節(jié)省成本,鍛壓機(jī)器人代替人工生產(chǎn),可以減少人工與加班成本,減少勞動(dòng)強(qiáng)度。