圓錐滾子軸承套圈自動鍛造工藝分析
發布日期:
2019-11-09
瀏覽人氣:
0
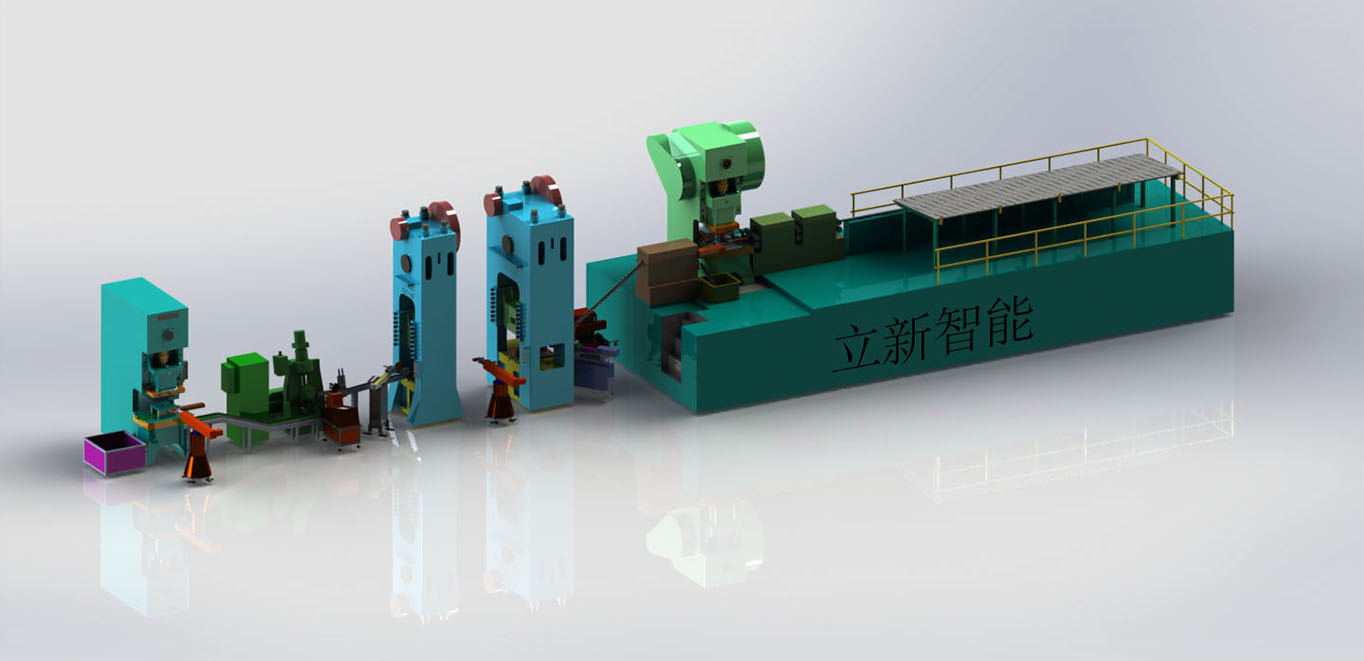
圓錐滾子軸承套圈可以分離,由內圈與滾子、保持器一起組成的組件和外圈可以分別安裝。圓錐滾子軸承可以承受大的徑向載荷和軸向載荷。目前,多數企業仍然采用人工生產鍛造軸承套圈。隨著人工成本的不斷上升,一些優秀企業開始采用自動化,實現軸承套圈自動鍛造,立新已經為多家企業完成軸承套圈全自動生產改造。這里介紹的圓錐滾子
軸承套圈自動鍛造工藝分析。
首先是材料加熱。我們強烈推薦采用二火加熱的工藝,即長棒料在低溫500-600攝氏度時剪切,然后進行二次加熱到1050攝氏度。采用二火加熱,實現材料加熱自動化,同時低溫剪切可以保證材料的端面平齊,材料組織變化小。在高溫加熱區,實施溫度閉環控制,確保材料加熱溫度在精準范圍,并動態調整。
接著是鍛造工序,我們推薦采用套鍛模式,具體工藝如下:
材料鐓粗---分離---外圈壓高---外圈擴孔---外圈整徑---內圈鐓粗---內圈成型--內圈切底---內圈擴孔---內圈整徑
整個鍛造工序,采用步進梁鍛造機械手和配套鍛壓機械手,全自動化生產。
最后是鍛后冷卻,軸承套圈鍛造后,不能立即堆積放置,需要采用冷卻裝置,讓套圈穩定降低到500攝氏度以下。常用有效的冷卻方式是:在外、內圈整徑后,采用輸送線,在輸送線上吹風冷卻,在輸送線末尾采用噴水霧冷卻。
軸承套圈整個鍛造過程,對材料加熱溫度的控制、鍛造初始溫度、擴孔溫度的把握至關重要,是保證軸承套圈質量好壞的關鍵。這就要求鍛造機械手的運行速度夠快、夠平穩。